Advancements in Insert Molding
Introduction
Pyramid Plastics continues adopting industry-leading resources to produce and maintain quality across its line of plastic injection molded products; this includes highly skilled professionals, along with cutting-edge technology. This case study highlights our problem-solving capabilities in relation to an insert molding process.
Molding plastic parts has a set of challenges that are unique to this form of fabrication. The part-to-part variation could be several orders of magnitude over when compared to its metal fabrication counterparts. Understanding and controlling the variation on these parts is a skill that our process technicians have mastered. The challenges of molding plastic parts are compounded when using inserts with a high thermal gradient.
Challenge
Insert molded parts are generally more complex and exceedingly tend to serve more critical functions than parts that may be molded without inserts. When dealing with our customer base, more specifically those in the automotive industry, there are high-quality standards to meet. Because the cost of quality is extremely high, the expectation is to reach six-sigma. In 2020, the Pyramid Plastics team focused on an automotive bracket cover installed with 7 metal inserts, for issues that included missing inserts and incorrect orientation. The goal was to achieve six-sigma quality standards for manufacturing this part without adding any additional cycle time or labor to the project.
For reference, at 0.2% defect rate, we would be certain to have most of our shipments rejected at a lot size as small as 500 parts. A break-even analysis would cut that number down to a fraction of that – highlighting the critical nature of achieving a six-sigma quality standard to make financial sense out of this program.
Engineering
We determined that at about 0.25% manufacturing defect rate, we would need 3 levels of certification to ensure the parts met the target goal of 0.00034% out of shop defect rate. In order to maintain the cycle time and the labor required for the job while achieving that target, we decided to introduce automation to take over the additional burden of inspection, along with careful optimization to the existing project.
For our first level of certification, we began by training our press operators. Each operator was assigned a score based on their track record and any possible rejects traced back to them. This allowed us to create clusters of operators best suited for specific jobs. Only operators certified to run high insert presses could qualify to run this bracket cover. Parallelly, they were trained to verify each part as it came off the press.
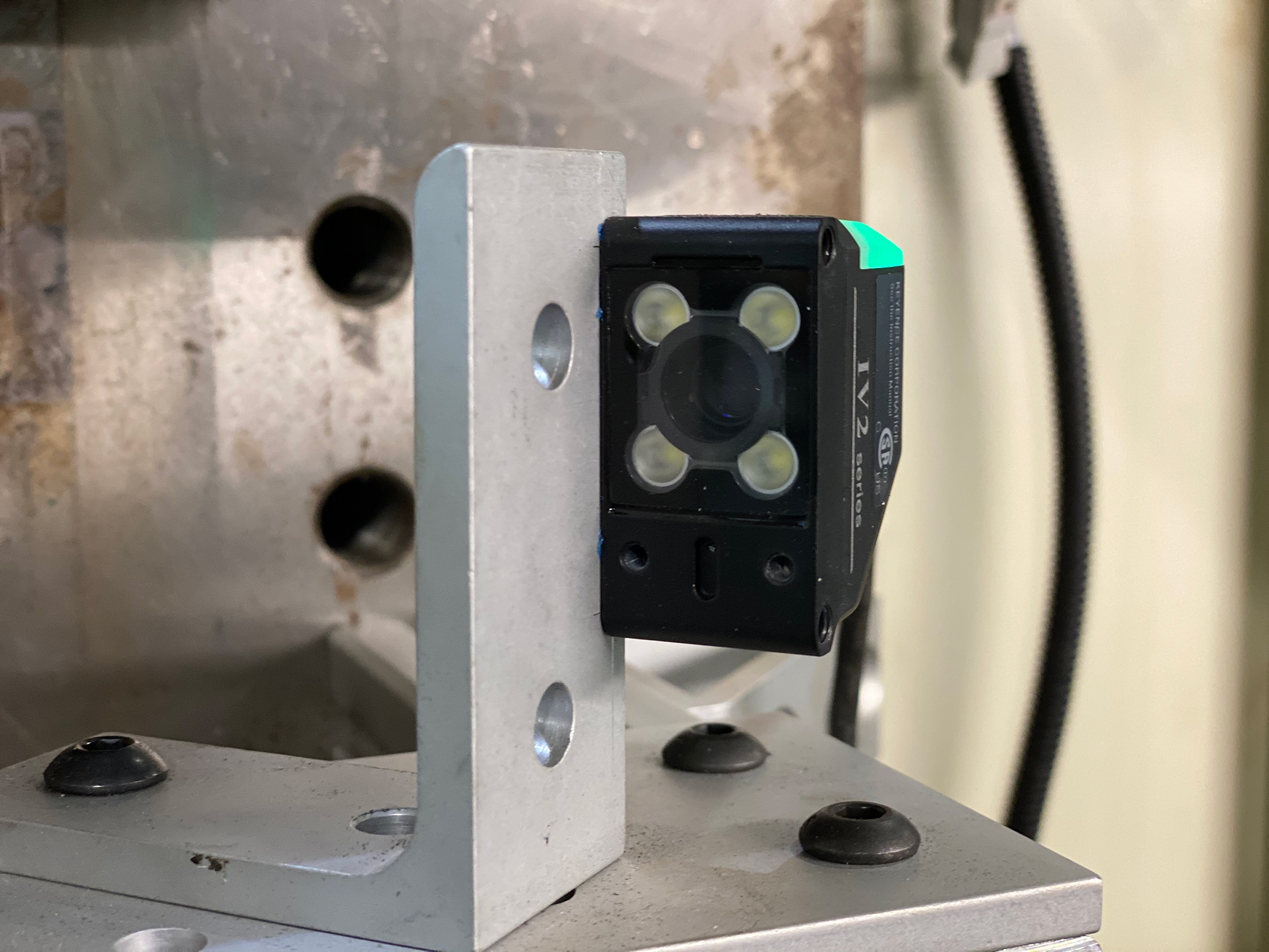
But to err is to human, so for the next level of certification we brought in the big guns – Cameras, PLCs and Machine Learning. For the presses that run high insert jobs, we installed multiple, high gain cameras. These camera systems helped with the heavy lifting by checking to make sure the metal insert placement and orientation was correct prior to the press closing. Each time the gates for the press would close after placing the inserts – the cameras would verify all inserts are in the correct place. The camera system utilizes a programable logic controller (PLC) that is hooked up to the press. Before each production run the PLC is fed image data for polar instances of PASS and FAIL. The ML module on the PLC digests this data and creates a model to provide a confidence rating for each pass. Confidence rating here is important since the results are not binary (Pass or Fail); as this is a moving mechanism, the position of each image snapped could be a little off from the others, so we end up with analogue results (in the form of confidence ratings) that need to be interpreted as a Pass or a Fail.
We established a 70% confidence differential to boldly classify a passing category leaving us with a 15% room on each side of that interval. In order for a part to pass, the model needs to be more than 85% confident that it’s good. Conversely, the confidence rating needs to be in the 0%-15% range for a part to fail. Anything outside these ranges will create an error, send an alert, and essentially be treated as a failure which becomes subject to the need for manual verification.
This process occurs simultaneously for each of the 7 inserts. Each time the model detects one or more inserts missing (either fallen off before the cycle could start or missed by the operator) or simply in the incorrect orientation, it would throw the press into a state of alarm and pause production. The cameras also snap a picture once at the end of the molding cycle to verify the molded part for the presence of all inserts – this is verified against a different model (trained with images from inserts molded onto the part) but with similar parameters.
Finally, the quality inspectors manually verify all parts off the press before they are packaged. This third level of certification will gradually roll down to a percentage of randomly selected parts once we have established the camera system works on an extremely low defect rate by itself.
Design
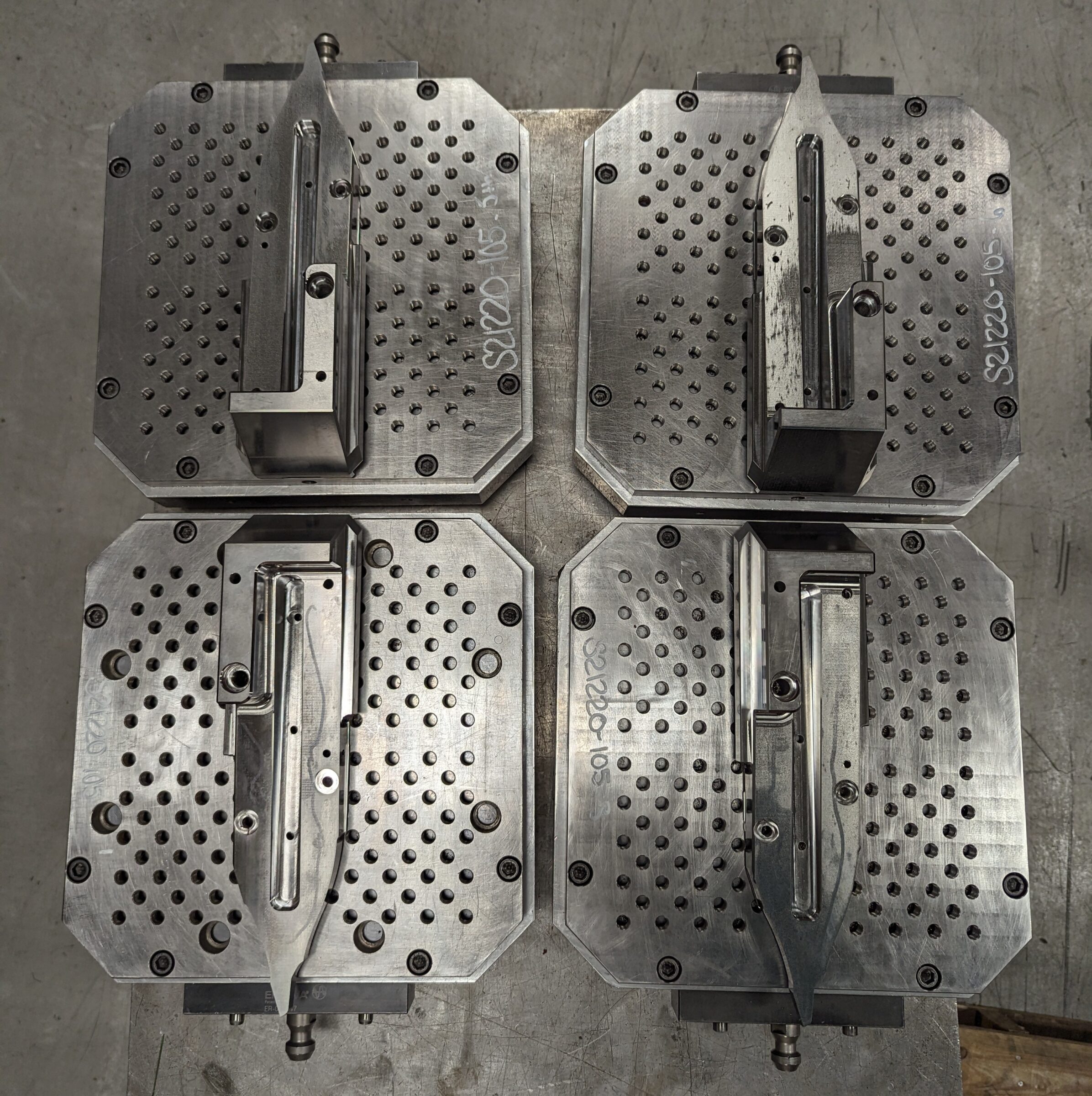
The cameras have been installed with modularity and serviceability in mind. For this part we have all the inserts sit on side B of the tool – so the 2 cameras sit on side A of the press at an angle where they have an unobstructed view of the area in concern. These cameras can be removed and reinstalled for easy access and service to the installed mold.
The decision to give the system the ability to cease the press was a calculated endeavor to make sure that no individual would have the ability to simply bypass the system during a production run. Developing the system this way consequently created ownership for the press operators encouraging them to avoid alarms on their press by giving that extra care and attention.
Execution
We have had zero shipped defects for the parts since the adoption of this camera system. Additionally, there have been zero reported defects passed on to the quality inspectors for certification. Having this system adds confidence in our high quality, especially for more complex and critical insert molding for high stake parts.
Summary
As an adaptive plastics partner, we create innovative solutions leveraging technology in order to manufacture high-quality plastic parts for our customers. The three levels of quality certification for our insert molding projects including operator training, machine learning, and quality inspections – reinforce our confidence. Additionally, we continue to maintain low cycle times and resource consumption even with more complex programs giving us a competitive edge. Lastly, we are on track to classify the quality of this insert molding program at six-sigma levels and under the desired 0.00034% defect rate before mid-2021.